


very garment that reaches an end customer carries a silent quality signal long before the zipper is pulled or the collar is felt. The fold geometry — the crispness of the edges, the symmetry of the tuck, the snug fit inside its retail sleeve — communicates manufacturing discipline in two seconds flat. In high-volume knitwear production, that signal is either an asset or a liability, and the deciding factor is almost always whether your folding station runs on human hands or on purpose-built automation.
This guide covers everything production managers, fulfillment directors, and apparel brand operators need to evaluate, select, and deploy an automated shirt folding system for T-shirts, polo shirts, henleys, and similar single-layer knitwear — including a practical ROI framework most equipment guides overlook entirely.
What an Automated Shirt Folding System Actually Does (And What Sets It Apart from Generic Folding Equipment)
An automated shirt folding system is purpose-engineered folding and packaging machinery calibrated specifically for the dimensional range, fabric weight, and elasticity profile of knitwear. This distinction matters more than most buyers initially appreciate.
Generic folding platforms designed for woven garments, denim, or workwear apply folding pressure profiles suited to stiffer, heavier materials. Run a soft 160 gsm cotton tee through that kind of machine and you get inconsistent sleeve positioning, fabric bunching at the fold crease, and bagging defects that force rework. A knitwear folding line engineered from the ground up for stretch fabrics handles the fabric’s natural recovery behavior as a design parameter rather than a problem to work around.

The core mechanical sequence on a purpose-built shirt folding machine breaks into four discrete stages:
1.Infeed and orientation — the operator spreads the shirt flat across the loading deck with graphic side down or up depending on bag presentation requirements. Sensors confirm garment position before the fold sequence initiates.
2.Longitudinal fold — servo-driven fold arms close symmetrically along the centerline axis, creating a narrow panel from shoulder to hem with sleeves tucked inward.
3.Cross fold — a second set of arms executes the horizontal fold, collapsing the panel into a compact rectangle. Fold depth is adjustable without tools on current-generation equipment.
4.Transfer and bag enclosure — the folded piece transfers directly into a pre-opened polybag station where it is enveloped and sealed. The entire sequence runs without any manual contact between infeed and sealed output.

At rated throughput, this four-stage cycle completes in under six seconds per piece — a pace no hand-folding team can sustain consistently across a full production shift.
The Real Cost of Manual Folding at Scale: A Production Math Deep-Dive
Hand-folding is a staffing decision that feels economical until production volumes cross a critical threshold. Below that threshold, the flexibility of human labor outweighs the capital cost of automation. Above it, the math inverts sharply. Understanding exactly where your operation sits relative to that crossover is the first step in any serious equipment evaluation.
Labor Efficiency Ceiling
An experienced folder working at a comfortable, sustainable pace produces between 250 and 350 finished pieces per hour when bagging is included in the task. That figure drops 15–25% during the second half of a shift as repetitive motion fatigue sets in. For a production planner modeling daily output, this means each person-station delivers roughly 2,000–2,500 pieces over an eight-hour window under realistic conditions — not the theoretical maximum you might see during a short test run.
An automated shirt folding line running at 600 pieces per hour delivers that output continuously, without the fatigue curve, for as many shifts as the operation requires.
Per-Piece Cost Comparison
The fully-loaded per-piece cost of manual folding-and-bagging typically breaks down as follows across common manufacturing geographies:
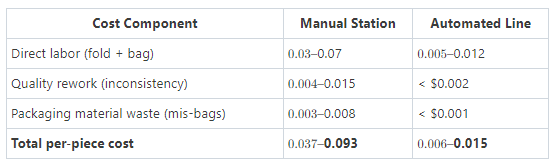
At 5,000 pieces per day — a volume many mid-sized apparel brands and POD facilities hit regularly — the delta between manual and automated folding represents 90–390 in daily operating cost. Annualized, that range spans 23,000–100,000, making payback periods on automated equipment genuinely short at scale.
The Inconsistency Tax
Fold dimension variance is a cost category that rarely appears on a production manager’s dashboard but shows up clearly in e-commerce return data. When folded shirt dimensions vary by more than 5mm across pieces in the same order, the retail polybags fit unevenly. Stacked in a shipping carton, loose-fit bags shift during transit and arrive with presentation damage. In subscription box and boutique e-commerce channels, this generates “item not as shown” return claims at measurable rates. A polo shirt folding system that produces fold-to-fold dimensional variance under 2mm eliminates this entire category of preventable return.
Equipment Selection: How to Match Folding System Specifications to Your Actual Production Profile
Selecting the right shirt folding configuration requires matching five specification dimensions to your actual production profile rather than to theoretical maximums.
Dimension 1 — Fabric Weight and Construction
Lightweight single-jersey constructions (130–180 gsm) behave very differently under mechanical fold arms than heavier double-knit or interlock fabrics (220–280 gsm). Systems designed for lighter-weight knitwear use lower fold pressure and faster arm return cycles. Running heavy polo piqué through a light-duty system produces inadequate fold compression and bag-fit problems.
Confirm the equipment’s rated fabric weight range, not just the speed specification, before committing to a configuration.
Dimension 2 — Size Range and Changeover Frequency
If your operation runs a single size per day in large batches, changeover time is irrelevant. If you produce mixed-size runs across S through XXL in the same shift — common in custom apparel and OEM supply operations — changeover time between configurations directly affects effective throughput.
Current-generation automated polo folding equipment supports size range changeovers through HMI-guided parameter adjustment combined with manual repositioning of fold arm stop points. Total changeover time typically runs 8–15 minutes depending on the size delta and operator familiarity. For operations executing more than two size transitions per shift, batching by size to consolidate changeovers is standard practice.
Dimension 3 — Daily Volume and Shift Structure
The operating economics change significantly across volume tiers:
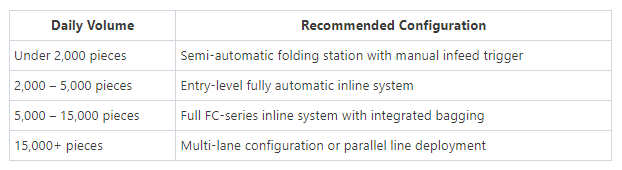
These thresholds assume single-shift operation. Two-shift facilities effectively double the daily output of a given equipment configuration, which means the fully automatic crossover point arrives at lower apparent daily volume figures.
Dimension 4 — Downstream Packaging Integration Requirements
A standalone folding mechanism solves one step in a multi-step packaging sequence. The fuller efficiency gain comes from integrating folding with downstream processes: polybag enclosure, seal method selection, label application, and carton accumulation. Each integration point eliminates a manual handoff, and each handoff eliminated removes a quality variation source.
Consider the full sequence when specifying equipment, even if budget constraints mean staging the installation over 18–24 months.
Dimension 5 — Floor Space and Line Layout Constraints
Inline knitwear packaging lines in a standard single-lane configuration typically require 6–10 meters of linear floor space depending on the downstream modules included. Facilities with constrained linear runs can often accommodate L-shaped or U-shaped conveyor configurations that achieve the same throughput in a smaller footprint. Confirm available floor dimensions before finalizing equipment configuration with the supplier.
Two Production Environments Where Shirt Folding Automation Delivers Compounding Returns
High-Volume Print-on-Demand and Custom Apparel Fulfillment
POD operations carry a structural fulfillment challenge that manual folding stations cannot absorb: demand spikes that arrive without lead time. A viral product drop, a large corporate order, or a holiday week can multiply daily output requirements by 3–5x over 48–72 hours. Attempting to staff through that spike with temporary labor introduces training deficits, quality variance, and coordination overhead that erode the profitability of the surge volume.
An automated shirt fold-and-pack line running at 600 pieces per hour absorbs that surge as a throughput math problem rather than a staffing emergency. One monitoring operator manages the infeed queue while the machine handles folding, bagging, and seal verification at consistent output. The folded pieces emerge in retail-ready condition regardless of how many were produced in the preceding hour.
POD facilities running under 3,000 pieces daily often start with semi-automatic folding stations that maintain operator engagement while mechanizing the fold motion itself. The upgrade path to full automation is straightforward once order volume warrants it — the bagging consumables and downstream conveyor interfaces are typically common across semi-auto and full-auto configurations from the same equipment family.
Apparel Manufacturing Plants Supplying Retail and Wholesale Channels
In garment manufacturing plants, the folding-and-packing station occupies the final step in a production flow that has already invested considerable labor and material cost in every piece that arrives there. It is simultaneously the highest-labor-intensity station and the one most exposed to the physical fatigue effects that drive quality variance. Most plant managers describe their folding station as the “visible bottleneck” — the one that determines how fast finished goods can move from the production floor into warehouse inventory.
Replacing that station with a dedicated polo and T-shirt folding machine removes the bottleneck without adding headcount complexity. Plants producing 10,000+ pieces daily typically see full equipment ROI within 6–18 months from labor reduction alone, before accounting for reduced rework from improved fold consistency and the reduced carton waste from better-fitting bags.
OEM suppliers producing to specific retail chain compliance standards — which often include precise fold dimension tolerances and specific polybag sizing requirements — find automated systems particularly valuable because compliance conformance is built into the machine’s configuration rather than depending on individual worker attention on a given day.
Building a Complete Shirt Folding and Packaging Line: Integration Architecture
The maximum efficiency return from automated folding comes not from the folding module in isolation but from the continuous flow architecture it enables across the full packaging sequence.
Stage 1 — Automated Fold and Bag Enclosure
The folded shirt exits the fold section and transfers directly into the polybag enclosure station. On current inline systems, polybags are pre-opened mechanically and positioned for the incoming folded piece — eliminating the manual bag-opening step that accounts for a significant fraction of hand-packing cycle time. Seal method options include heat seal for tamper-evident retail packs and tear-tape closure for easy-open consumer packaging. The seal method is specified at installation and can be changed with a station module swap.
Stage 2 — Inline Label Application
For operations requiring size identification, SKU barcodes, or variable consumer-facing data on each individual unit, an inline label applicator integrates directly after the bag seal station. Print-and-apply labeling systems can generate order-specific labels on demand for POD operations, applying variable data to each piece as it passes through. At labeling rates of 40–150 units per minute, the labeling module keeps pace with folding throughput without creating a downstream queue.

Stage 3 — Carton Accumulation and Case Packing
Sealed and labeled units accumulate on a take-away conveyor where photoelectric counters batch pieces to predetermined carton quantities. For operations targeting minimal manual touchpoints, automatic carton erection and case sealing modules extend the automation chain through to a palletizable shipping case. Facilities that have implemented end-to-end automation from shirt infeed to sealed case have reduced back-end packing team requirements by 60–70% while simultaneously increasing throughput and reducing per-unit packing material costs from more accurate carton filling.
Semi-Automatic Configurations: The Right Entry Point for Smaller Operations
Fully automated inline systems represent the optimal economics at sufficient volume, but they are not the right starting point for every operation. Semi-automatic shirt folding equipment — where the operator manually places and triggers each piece while the machine executes the fold motion and bag insertion — offers a practical entry configuration for:
1.Startup custom apparel businesses in the 500–2,500 pieces-per-day range where full automation capital cost is not yet justified by volume
2.Startup custom apparel businesses in the 500–2,500 pieces-per-day range where full automation capital cost is not yet justified by volume
3.Operations with spatial constraints that cannot accommodate the floor footprint of a full inline system
4.Businesses using folding automation as a proof-of-concept before presenting a capital investment case internally
At approximately 700 pieces per hour with an engaged operator, semi-automatic systems produce throughput broadly comparable to entry-level full-auto systems at meaningfully lower equipment cost. The economic crossover — where full automation becomes the better long-term investment — typically falls around 3,000 pieces per day for single-shift operations.
ROI Calculation Framework: Running the Numbers for Your Specific Operation
Before requesting equipment quotations, running a quick first-pass ROI calculation with your own production data gives you a realistic payback timeline to anchor budget conversations. Here is a straightforward framework:
Step 1 — Calculate current daily folding labor cost (Number of folder-packers) × (Hourly wage + benefits loading factor) × (Hours per shift) × (Shifts per day)
Step 2 — Calculate automated line operating cost (Equipment amortization per day based on 5-year useful life) + (Consumables per day: bags, tape, labels) + (Monitoring labor: typically 0.5–1 FTE)
Step 3 — Calculate daily savings Step 1 result minus Step 2 result
Step 4 — Calculate simple payback period Equipment capital cost ÷ Daily savings ÷ 250 working days = Years to payback
For a facility running 5,000 pieces per day across two folding shifts with four folder-packers at 15/hourfullyloaded,Step1yieldsapproximately480/day. A fully automated system in that volume class typically produces Step 2 costs of 120–180/day. The 300–360 daily saving against a typical equipment capital cost of 30,000–60,000 produces a payback window of 9–20 months — well inside the horizon most operations use for capital equipment justification.
Frequently Asked Questions About Automated Shirt Folding Systems
How Precisely Can the Fold Dimensions Be Controlled?
Current-generation automated shirt folding systems achieve fold-to-fold dimensional repeatability within ±2mm under stable operating conditions. Target fold dimensions are set through a combination of HMI parameter entry and physical fold arm positioning. For operations supplying to specific retail chain compliance standards — where polybag dimensions and fold tolerances are contractually specified — the machine’s configuration is validated against those standards during the sample trial and commissioning process.
Can the System Handle Both Screen-Printed and DTG-Decorated Shirts Without Affecting the Graphic?
Yes. The fold arm motion is engineered to apply controlled compression along designated fold zones and does not create lateral drag across the garment face. Screen-printed, direct-to-garment, direct-to-film transfer, and sublimation-decorated pieces all transit the fold cycle without graphic damage under standard operating parameters. For specialty inks, high-relief embellishments (puff prints, silicone graphics), or non-standard transfer media, a pre-purchase sample trial on actual production pieces is strongly recommended.
What Is the Practical Setup Time When Switching Between Size Runs?
Size changeovers require HMI parameter adjustment plus manual repositioning of fold arm mechanical stops. For a transition within the standard S–XL range, a trained operator completes the full changeover in 8–12 minutes. Transitions to XXL or larger cut dimensions may require an additional conveyor width adjustment and run 12–18 minutes. Operations that need to minimize changeover frequency — and its impact on effective daily throughput — typically batch production by size so each size run is large enough to absorb the changeover time across a meaningful quantity of pieces.
Is It Possible to Trial Production Pieces Before Purchasing?
Yes, and it is standard practice. Sending representative production samples — ideally covering the heaviest and lightest fabric weights in your range, plus the largest and smallest sizes you produce — allows the equipment supplier to run a full documented trial cycle showing fold geometry, bag fit, seal integrity, and presentation quality. You receive video documentation of the trial run. Remote live demonstrations are also available for initial evaluation before committing to sample shipping logistics.
What Ongoing Maintenance Does the Equipment Require?
Automated shirt folding systems are mechanical systems with relatively low maintenance requirements compared to more complex packaging machinery. Routine maintenance items include fold arm bearing lubrication (typically every 3–6 months depending on shift intensity), heat seal element replacement (interval depends on throughput volume and seal temperature settings), and conveyor belt inspection. Suppliers of current-generation equipment typically offer remote diagnostic capability where the machine’s PLC can be accessed by technicians for fault diagnosis without an on-site visit.
Ready to Evaluate Automated Folding for Your Shirt Production?
Whether your daily shirt volume sits at 500 pieces or 15,000+, a correctly configured automated shirt folding system can materially reduce per-piece labor cost, eliminate fold inconsistency, and remove the packing station as a production bottleneck. The first step is a documented sample trial with your actual production pieces — no theoretical specifications, just your garments running through the equipment so you can see the result yourself.
Post time: Jun-10-2026