


Most procurement decisions for carton erectors go wrong at the same stage—before any technical comparison even begins. Buyers jump straight to machine specifications: speed ratings, servo counts, PLC brand. They compare quotes. Then, three months after installation, they discover the machine handles the box geometry poorly, or runs at 60% of rated capacity because the material grade wasn’t specified correctly in the brief.
This guide fixes that sequence. It works through the decision in the correct order—from box structure outward to automation investment level—so that every specification you evaluate afterward is anchored to your actual operational context.
The Core Principle: Structure Dictates Equipment
Before any conversation about throughput targets or budget ranges, one fact determines everything: the structural logic of your carton blank defines which forming mechanism you need. This isn’t a preference question. It’s an engineering constraint.
Different blank constructions lock, interlock, fold, or compress in fundamentally incompatible ways. A machine designed around the locking geometry of a snap-lock base cannot be adapted to handle a tuck-end panel without a complete mechanism redesign. And a tuck-end erector will never develop sufficient compression force to seat a rigid board tray.
Start here. Everything else follows.

Part 1 — Identifying Your Blank Category
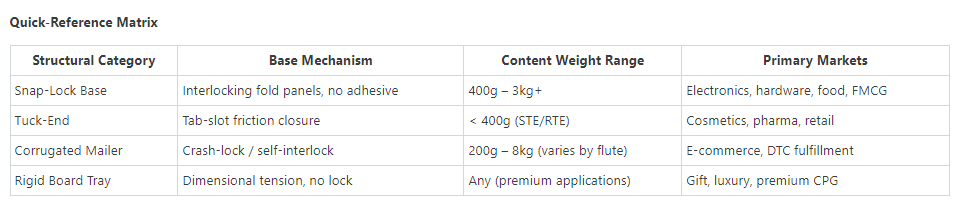
Four structural families cover the vast majority of secondary packaging in consumer goods, e-commerce, and industrial distribution. Each requires its own forming approach.
Snap-Lock Base Cartons (Auto-Bottom / 1-2-3 Lock)
Structural logic: Four base panels fold into a self-reinforcing interlocked geometry, activated by controlled downward pressure. No adhesive is required at point of erection. Once locked, the base resists horizontal spread under load.
Where they appear: Electronics accessories, hardware multipacks, personal care products, food items with meaningful weight (protein supplements, canned multipack overwraps), household goods. Generally appropriate from 400g through 3+ kg content weight.
Forming requirement: A snap-lock bottom erector applies downward forming force in a calibrated sequence to engage all four base panels simultaneously. Servo-driven positioning ensures repeatable lock engagement across blank variations.
Tuck-End Cartons (STE / RTE / Full Overlap)
Structural logic: End panels fold inward sequentially, with tab-and-slot friction engagement providing closure. Straight tuck end (STE) and reverse tuck end (RTE) differ in which direction opposing panels fold—relevant for printing economics and display orientation, not for machine category.
Where they appear: Cosmetics, pharmaceutical retail, over-the-counter health products, light grocery items, stationery. Appropriate for content weights below approximately 400–450g in standard logistics environments; lighter thresholds apply for high-drop distribution.
Forming requirement: A tuck-end erector sequences panel folding with precise timing and fold-bar geometry. Panel sequencing matters: premature engagement of one tuck before the opposing panel is pre-scored can cause crease failures or panel resistance jams.
Corrugated Mailer Cartons (Crash-Lock Base / Self-Locking Shipper)
Structural logic: Single-piece corrugated constructions where base panels self-interlock under folding pressure, typically without adhesive. The one-piece design eliminates the need for a separate lid operation.
Where they appear: Direct-to-consumer e-commerce fulfillment, subscription box programs, returns-capable shipping units, product kits. Flute selection (B, E, or BC double-wall) depends on fragility requirements and carrier drop-test standards.
Forming requirement: Mailer box erectors must accommodate corrugated flute compression forces while maintaining dimensional accuracy on larger footprints than typical retail carton erectors handle. Blank magazine capacity matters more here given typical order-fulfillment volume spikes.
Rigid Board Trays (Lid-and-Base / Telescope Box)
Structural logic: Dense, non-corrugated paperboard (typically 1.5–3.0mm greyboard or chipboard) formed into separate tray and lid components. The base and lid are independent units assembled around the product at packing. No lock mechanism—dimensional precision and wrapping tension maintain form.
Where they appear: Premium cosmetics, fragrance gift sets, confectionery presentation boxes, jewelry packaging, high-end electronics unboxing formats, agricultural gift boxes (premium fruit, tea). The cost-per-unit is significantly higher than folding carton options, so they appear where perceived value justifies it.
Forming requirement: Rigid box forming machines operate fundamentally differently—fold angle, compression dwell time, and wrapping tension are the key variables, not lock engagement. Greyboard’s stiffness profile is unforgiving: incorrect settings produce lifted corners, wrinkle patterns, or board-cracking at fold lines.

Part 2 — Throughput Targeting: Sizing for Where You’re Going, Not Where You Are
Machine speed is the specification buyers most frequently misapply. There are two recurring errors:
Error A — Sizing to current daily average. Average volume is the wrong denominator. What matters is peak-day demand, because a carton erector that can’t sustain peak throughput becomes a production bottleneck precisely when the cost of that bottleneck is highest.
Error B — Ignoring growth trajectory. A machine purchased for today’s volume that reaches capacity within 18 months generates a second capital expenditure decision before the first has fully recovered. If your operation has compounded at 20–30% annually, build that growth into your sizing model.
Output Planning Framework
Under 8,000 units/day (single-shift operation): Entry-tier erectors in the 1,500–1,800 units/hour range are appropriate. Single-shift operation leaves meaningful headroom before the machine becomes constraining. Focus procurement attention on blank handling reliability and changeover simplicity rather than raw speed.
8,000–25,000 units/day (one to two shifts): Mid-tier machines rated 1,800–2,200 units/hour. At this volume, changeover time becomes economically significant—each size changeover represents real lost output. Confirm changeover time for your specific size range, not the manufacturer’s best-case scenario.
Over 25,000 units/day (multi-shift or parallel lines): High-speed configurations at 2,200–2,400+ units/hour, or dual-machine arrangements feeding a shared downstream conveyor. At this scale, the procurement decision expands: you’re now buying a line architecture, not just a machine.
The 18-Month Rule
Before finalizing speed tier: project your expected volume 18 months forward. If that projection puts you within 15% of a machine’s rated capacity, move to the next speed tier. The incremental cost between tiers is almost always less than a line stoppage, a second procurement process, or the operational disruption of inserting a replacement machine into an existing line.
Part 3 — Automation Investment Phasing: ROI-Driven, Not All-Or-Nothing
The phrase “fully automated line” can mean the right configuration for a 30,000-unit-per-day manufacturer—or a serious over-investment for an operation at 5,000. The question isn’t whether to automate. It’s which stage of automation delivers the best return at your current operating scale.
Investment Stage 1: Erector Only (Head-of-Line Automation)
What this covers: A single carton erector positioned at the infeed of your existing manual packing line. The machine forms and orients each carton; manual operators handle product loading, sealing, and labeling as before.
The labor impact: Carton erection is among the most labor-intensive and repetitive tasks in manual packing operations. Eliminating it typically frees 3–6 people per shift, depending on line speed and carton complexity. These workers can be redeployed to quality control, line oversight, or other value-adding roles—or the head count reduction flows directly to the ROI calculation.
Payback characteristics: At labor costs in manufacturing markets across Southeast Asia, South Asia, and Eastern Europe, payback periods typically run 6–14 months at volumes above 5,000 units/day. In higher-wage markets, payback compresses to under 6 months at equivalent volumes.
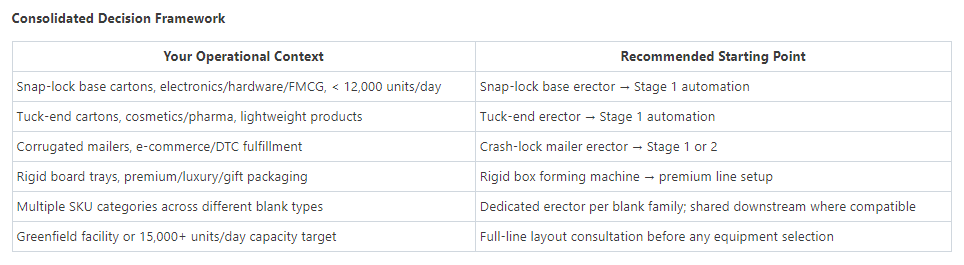
Best fit: Operations under 12,000 units/day; facilities with limited floor space; companies beginning their automation journey and wanting to validate the technology before further investment.
Investment Stage 2: Erector Plus Downstream Integration
What this adds: Once the erector is running reliably, downstream stations can be added incrementally: an inline cartoning station, automatic sealing, barcode or RFID labeling, and checkweighing.
The cumulative impact: Each downstream station removes another labor dependency. The combined effect of Stages 1 and 2 can reduce total packing line headcount by 60–75% compared to a fully manual baseline.
Integration note: Before adding downstream equipment, confirm that the erector’s outfeed conveyor speed, carton orientation, and accumulation buffer are compatible with the downstream station’s infeed requirements. Mismatched handoffs between stations are the most common source of efficiency loss in partially automated lines.
Best fit: Operations with stable volume above 8,000 units/day and a clear ROI record from Stage 1 investment.
Investment Stage 3: Full-Line Architecture
What this encompasses: A complete flow from flat blank input through formed carton → product loaded → sealed → labeled → weight-verified → case-packed → palletized. At full integration, 1–2 operators can oversee output that previously required 12–18 manual workers.
The planning difference: Full-line projects require facility layout planning from the outset. Conveyor routing, accumulation buffer sizing, machine island clearances, and utility provision (compressed air, electrical, network) all need to be resolved before equipment arrives.
Best fit: Greenfield facility builds; existing facilities undergoing significant capacity expansion; operations above 15,000 units/day in single-category production.
The key point: Stage 3 isn’t better than Stage 1—it’s appropriate at a different scale and investment context. Jumping from manual to full-line integration skips the learning curve that Stage 1 provides, and the operational complexity of managing a fully automated line before your team has experience with simpler automation creates unnecessary risk.
Part 4 — Technical Specifications That Actually Matter at Purchase
After confirming blank category, throughput target, and automation phase, you’re ready to evaluate specific machine configurations. These are the specifications worth examining closely:
Dimensional Operating Range
The machine must accommodate all SKU sizes you currently run—plus any planned SKUs in the next 12 months. Map your full SKU set (length × width × depth for each size) against the machine’s operating envelope before requesting a quote. If one outlier SKU falls outside the range, that size either requires a separate solution or forces a different machine model.
Board Specification Compatibility
Board weight, caliper, flute type (E, B, BC, EB), and coating all affect how a blank feeds, folds, and locks. A machine calibrated for uncoated E-flute will behave differently with a UV-coated B-flute running at the same speed. Confirm board specification compatibility against your actual substrate, not a generic “standard corrugated” descriptor.
Changeover Time (Verified, Not Advertised)
If you run multiple SKU sizes across a shift, changeover time directly affects available productive time. Ask for the changeover time between two specific sizes in your range—not between the easiest possible size pair—and confirm whether that time includes mechanical adjustment only, or also includes re-threading blank magazine and running startup trials.
Positioning Accuracy
Downstream processes—particularly cartoning stations, labelers, and tamper-evident sealers—depend on consistent carton orientation and dimensional accuracy from the erector. A specification of ±0.1mm positioning accuracy (servo-driven) is the threshold for reliable integration. Pneumatic-driven machines with looser tolerance create cumulative misalignment issues that amplify through the line.
Control Interface and Recipe Management
For operations running multiple SKU sizes, recipe storage (saved parameter sets per size) eliminates the need to re-enter settings on each changeover and reduces operator error. A touchscreen interface with multilingual support shortens operator training time and improves fault response. Confirm whether fault diagnostics are built into the HMI or require manufacturer access.
Physical Footprint and Clearance Requirements
Measure your available floor space before any equipment discussion, including clearance on all four sides for blank magazine loading, formed carton outfeed accumulation, and maintenance access. Many erector placements fail not because the machine itself doesn’t fit, but because the operational clearances weren’t accounted for.
Part 5 — The Blank Trial: Converting Probability to Certainty
Specification review and reference calls with existing customers are valuable—but neither substitutes for running your specific blank on the target machine. Material variation between suppliers, die-cut tolerance stack-up, coating interactions, and humidity effects are all blank-specific. These factors don’t appear in specification sheets.
The standard trial process:
1.Submit 50–100 flat blanks of the exact material, print, and die-cut currently in production. Not a prototype—your live production blank.
2.Machine setup and trial run. The machine is configured for your blank’s dimensions and material specification. A representative production run is completed.
3.Documented results. You receive a video of your blank completing the full forming cycle, plus a written summary noting: observed throughput, any adjustment required, material behavior at fold lines, and confirmation of downstream compatibility.
The trial video accomplishes something no specification document can: it makes the technology concrete for decision-makers who weren’t part of the procurement process, and it removes the single most common residual concern before purchase commitment—”but will it actually work with our box?”
What To Prepare Before Your First Conversation With Us
Getting a useful equipment recommendation requires the right inputs. Before reaching out, have the following ready:
Blank samples: 20–50 units of your current flat blank (or a clear technical drawing if blanks are not yet in production). The blank is the most important single input.
SKU size list: Length, width, and depth for all current sizes, plus any planned sizes. Flag which sizes represent 80% of volume—those are the priority for machine optimization.
Volume figures: Current daily average, peak-day maximum, and your expected volume 18 months from now.
Line context: Whether you have an existing packing line, approximate floor space available, and any downstream equipment already in place that the erector needs to feed.
Integration intent: Whether you’re purchasing a standalone erector to start or planning a multi-station line from the outset.
With those inputs, we can move from initial inquiry to a confirmed equipment recommendation—including a live blank trial—without the multiple-round clarification cycles that slow most procurement processes.
Summary
Selecting the right carton erector for your operation is a five-layer decision: blank structure determines machine category; daily peak volume determines speed tier; content weight confirms blank category appropriateness; operational context determines automation investment phase; and verified technical specifications confirm the specific model.
The framework works in that order because each layer constrains the next. Reversing the sequence—starting with speed tiers or budget ranges before blank structure—is where most procurement errors originate.
Huanlian manufactures dedicated erectors for snap-lock base, tuck-end, corrugated mailer, and rigid board configurations. Each product line is designed for its specific forming mechanism, not adapted from a generalist platform.
Ready to start? Send us your blank sample and SKU size list. We’ll confirm blank compatibility, run a trial, and return documented results. No commitment required at the trial stage.
Post time: May-23-2026