


Automating the folding and packaging of lightweight jersey knits is one challenge. Scaling that automation to hoodies, fleece pullovers, zip-up training jackets, and heavyweight sportswear is a different engineering problem entirely — and treating them as equivalent is the most common reason a newly installed garment packaging line underperforms against its specification.
The physics are different. The production scheduling logic is different. The fold quality acceptance criteria are different. And the ROI math, while still compelling, requires a more precise model than the one that typically applies to T-shirt lines.
This guide is written for production engineers, operations managers, and apparel brand owners evaluating heavy garment folding automation for thick, long, or variable-weight knitwear. It covers the mechanical realities of folding heavyweight fabrics, how to configure a sweatshirt packaging machine for your specific garment range, and how to build a defensible business case for the investment at your production volume.
Why Heavy Garment Folding Is a Fundamentally Different Engineering Problem
Most garment folding equipment is benchmarked on performance with standard-weight jersey knits — the 160–200 gsm single-layer fabrics that make up the bulk of basic T-shirt and polo production. That benchmark is reasonable for that category. It is not a reliable predictor of how the same machine will perform with a 380-gsm French terry hoodie or a 320-gsm brushed-back fleece pullover.
Three physical properties separate heavy garments from lightweight knits, and each one requires a specific engineering response from the folding system.
Physical Property 1 — Fabric Recovery Force After Fold Compression
All knit fabrics have elastic recovery — when compressed along a fold line and released, they attempt to return toward their original shape. In a 170-gsm jersey tee, this recovery force is minimal; the fold stays closed under its own weight and the fabric’s limp hand. In a 350-gsm French terry or a brushed fleece, the recovery force is substantially higher. A fold arm applying the same pressure profile as a lightweight machine will produce a fold that partially opens on release, resulting in a loose, inconsistent pack that either fails to enter the polybag cleanly or arrives at the customer with a visibly irregular presentation.
A fleece garment folding line engineered for thick fabrics addresses this through two mechanisms: increased fold arm closure force and a brief dwell period at the closed fold position before transfer. The dwell compresses the fabric beyond its initial resistance and allows partial recovery in the compressed state, so the released fold holds its geometry. This is not a minor calibration adjustment — it is a fundamentally different mechanical specification.
Physical Property 2 — Garment Length and the Volume of Material in Motion
Adult hoodies and long-line sweatshirts typically measure 68–82 cm in body length before folding. Zip-up training jackets often exceed 85 cm. This length differential relative to a standard T-shirt has two practical consequences: the garment occupies more conveyor area during placement, and the fold sequence must manage a proportionally larger volume of material in each fold motion.
On a dual-fold folding system — the configuration standard on heavy-garment-capable equipment — the first fold collapses the garment laterally to a narrow vertical strip, reducing the width to approximately the final package width. The second fold then addresses the length, bringing the elongated strip down to a compact near-square package through a forward-and-down fold motion. For a 78-cm hoodie, the second fold must manage approximately 39 cm of material per side to produce a finished pack in the 25–35 cm range typical of retail polybag formats. Equipment that has not been tested and configured for this length range will produce fold geometry that is too shallow on the length axis, resulting in a pack that is too long for the specified bag.
Physical Property 3 — Hood and Collar Mass Distribution
A pullover hoodie is not a uniform panel of fabric. The hood itself adds 80–150 grams of concentrated mass at the collar end of the garment. This asymmetric mass distribution affects how the garment lies flat on the infeed conveyor — it tends to pull the collar end off-center or cause the hood to fold back on itself if not managed at the placement step.
On a well-configured thick knitwear packaging system, the infeed conveyor provides enough support surface that the operator can position the collar end correctly and smooth the hood flat before the fold cycle initiates. The fold arms then handle the hood as integral to the garment body during the lateral fold, incorporating it into the strip without special handling. Drawstrings require a tuck step by the operator at infeed — a two-to-three-second addition to the placement cycle that is factored into realistic throughput estimates.

The Dual-Fold Sequence: How Purpose-Built Heavy Garment Folding Equipment Executes Each Cycle
Understanding the exact mechanical sequence on a heavy garment folding machine clarifies both what makes it effective and why certain configuration choices matter.
Stage 1 — Infeed and Orientation
The operator spreads the garment flat on the infeed deck, graphic or logo side positioned according to the desired final pack presentation (face-up or face-down is configurable). For hooded garments, the hood is positioned flat at the collar end. For zip-up jackets, the zipper is centered and the placket smoothed down before the cycle initiates. Optical sensors confirm that the garment is within the defined position envelope before the fold sequence begins — this prevents partial-fold errors that occur when a garment is placed off-center.
This placement step is the rate-limiting stage on any heavy garment line. A skilled operator places a hoodie at approximately 5–7 pieces per minute versus 8–12 pieces per minute for a lightweight T-shirt. This infeed pace — not any mechanical limitation of the folding system — is what governs practical throughput on thick, long garments.
Stage 2 — Lateral Bilateral Fold
Servo-driven fold arms close simultaneously from both sides toward the centerline. The left arm folds the left sleeve and body panel inward; the right arm folds correspondingly. After this motion completes, the garment has been reduced from its full spread width (typically 65–110 cm shoulder-to-shoulder plus sleeve extension) to a narrow vertical strip approximately matching the final package width. For a hoodie, the sleeves are folded in against the body, and the hood is incorporated into the collar end of the strip.

The key specification at this stage is arm closure force, which must be calibrated to the garment’s fabric weight. Equipment designed for the full weight spectrum — from lightweight single-jersey to heavyweight fleece — includes multi-point force calibration in the HMI, allowing operators to select or fine-tune the pressure profile without mechanical adjustment.
Stage 3 — Longitudinal Compression Fold
The folded strip advances to the longitudinal fold station. The fold mechanism executes a two-part motion: the leading section of the strip is folded forward and down, and a second fold closes the piece to its final dimensions. This is the stage that manages garment length — the 75-cm strip from a large hoodie becomes a 28–35 cm finished pack through two precisely calibrated fold moves.

The fold depth at this stage is set per garment configuration in the HMI and is one of the primary adjustments made during a style changeover. Fold depth affects both the finished pack length and the tightness of the fold. A slightly over-compressed fold produces a stiffer pack that resists bag entry; an under-compressed fold produces a loose pack that shifts inside the bag during transit. The correct setting is verified during the initial configuration trial with actual production garments.
Stage 4 — Bag Enclosure and Seal
The folded piece transfers directly to the polybag enclosure station. Bags are pre-opened mechanically and positioned for each incoming folded piece, eliminating any manual bag-opening step. For heavy sportswear and premium hoodies — categories where retail presentation is a brand-level concern — the seal method is often specified by the downstream retailer or the brand. Heat-cut seals produce a tamper-evident, clean-edge closure appropriate for retail. Adhesive strip closures allow end consumers to open and reseal the bag. Both options are available; the specification is made at the time of system configuration.
Throughput Reality: What to Expect from a Heavy Garment Folding Line
Realistic throughput planning for a sweatshirt folding equipment deployment requires separating two distinct factors that are often conflated: machine mechanical capacity and practical line throughput.
Machine Mechanical Capacity vs. Line Throughput
Machine mechanical capacity refers to the maximum speed at which the folding and packaging mechanisms can operate without fault — the specification number cited in equipment datasheets. For heavy-garment-capable dual-fold systems, this figure typically falls in the 500–700 cycles per hour range.
Line throughput is what the line actually produces over a full production shift under real operating conditions. On a heavy garment line, line throughput is almost always governed by infeed pace rather than machine mechanical capacity. The operator’s placement cycle — spread, align, smooth, trigger — determines how many pieces per hour actually enter the fold sequence.
Realistic planning benchmarks for common heavy garment categories:
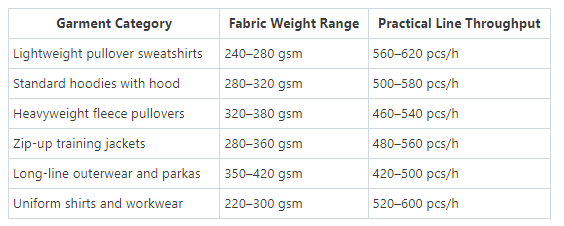
These benchmarks assume a single trained operator at infeed and standard polybag enclosure with heat seal. Operations adding inline labeling, variable data printing, or additional quality verification steps will see effective throughput adjusted accordingly for the time those steps consume.
Manual Folding Baseline: The True Comparison
The relevant comparison for ROI modeling is not the machine’s theoretical maximum versus an idealized manual operator — it is the machine’s sustained line throughput across a full shift versus the realistic sustained output of a manual folding station on the same garment category.
An experienced folder working on hoodies and heavy sportswear manages approximately 180–280 finished pieces per hour (fold plus bag) across a full eight-hour shift when fatigue effects are factored in. The fatigue discount on heavy garments — which require more physical effort to spread, orient, and handle than lightweight tops — is more significant than for T-shirt folding.
At 500 pieces per hour sustained output, an automated heavy garment folding line represents a 1.8× to 2.8× throughput multiplier over a single manual station, with zero fatigue degradation over the shift.
Seasonal Production Strategy: The Hidden ROI Driver for Sportswear Manufacturers
The business case for heavy garment folding automation is strongest in the production environment where it is least often quantified: seasonal sportswear manufacturing.
Hoodies, fleece pullovers, training jackets, and heavyweight sweatshirts are fundamentally seasonal products. Production volumes are concentrated in the four-to-six months preceding autumn/winter retail delivery windows. During that compression period, production facilities face a specific structural challenge: they need significantly more folding-and-packing capacity than they require outside of peak season, and the two ways to provide that capacity — temporary labor or permanent automation — have very different cost and quality profiles.
The Temporary Labor Model and Its Structural Limits
Temporary labor for folding peak seasonal volume is the default approach at most mid-scale sportswear manufacturers. The model looks economical on paper: hire 8–12 temporary folders for the peak four months, pay them at the same hourly rate as permanent staff, and release them once the season clears. The hidden costs that make this model substantially more expensive in practice include:
1.Training overhead: New folders require 3–5 days to reach consistent fold quality on heavy garments. Training time is paid but non-productive.
2.Quality variance from inexperience: Temporary workers consistently produce higher fold inconsistency rates than trained permanent staff. On a 10,000-piece production run of premium hoodies destined for a name-brand retailer with compliance fold tolerances, elevated inconsistency rates translate directly into rework cost.
3.Supervision ratio: Higher temporary workforce fractions require more supervisor time per piece produced — a cost that does not appear in the direct labor budget.
4.Attendance risk: Temporary labor attendance during peak demand periods — when the same workers have multiple job options — is less reliable than permanent staff attendance.
The Automation Model for Seasonal Peaks
An automated fleece garment folding line deployed for year-round use amortizes its capital cost across a full twelve months of operation, including both the peak seasonal volume that justifies the investment and the lower-volume months when it runs shorter shifts. The capital cost does not scale with volume; the operating cost (largely energy, consumables, and monitoring labor) scales modestly.
For a facility producing 3 million heavy garments per year across a four-month peak season, the comparison between a permanent automated line and a recurring seasonal temporary labor model typically resolves in favor of automation within the first 18–30 months of operation — and permanently thereafter. The ongoing annual savings compound each subsequent year without re-incurring the training, supervision, and quality variance costs associated with temporary labor rotation.
Mixed-Line Production: Running Hoodies and T-Shirts on the Same System
Many apparel facilities and POD fulfillment operations produce both lightweight basics and heavy sportswear. Running two separate folding lines — one optimized for lightweight, one for heavy garments — is rarely economical for operations below 20,000 pieces per day combined volume. The more practical solution is a single line capable of handling both categories, with a defined changeover protocol between style runs.
What “Thick-and-Thin” Capability Actually Means in Practice
Heavy-garment-capable folding equipment designed with a broad fabric weight range designation — covering everything from 130-gsm single-jersey to 400-gsm heavyweight fleece — achieves that range through HMI-parameterized fold arm force profiles and adjustable fold depth settings. Changing between a T-shirt run and a hoodie run involves recalling the saved parameter set for the new garment type and making the corresponding physical fold arm position adjustments.
The practical question for production scheduling is not whether the machine can handle both categories — it can — but how to minimize the total changeover time across a shift’s production schedule when multiple garment types are in the queue.
Optimal Batch Sequencing for Mixed-SKU Production
Changeover time between garment types on a heavy-garment folding line runs approximately 8–15 minutes including HMI parameter recall and mechanical fold arm repositioning. For a facility running four distinct garment types per shift, poorly sequenced changeovers can consume 40–60 minutes of productive shift time — equivalent to 330–500 pieces at hoodie throughput rates.
The most productive batching sequence groups garments by fold configuration similarity, not by order priority. Garments requiring the same fold arm width setting run consecutively regardless of their SKU differences; changeovers happen only when the arm width must physically change. Within a given arm width setting, HMI parameter switches between fabric weight profiles require no mechanical adjustment and complete in under two minutes.
For production schedulers, maintaining a changeover matrix — noting which garment transitions require mechanical adjustment and which require only HMI recall — is the single most effective tool for maximizing effective daily throughput on a mixed-SKU line.
Applications: Which Production Environments Benefit Most from Heavy Garment Folding Automation
Sportswear and Activewear Manufacturers
Contract manufacturers and branded sportswear producers running seasonal collections of training jackets, fleece pullovers, and heavyweight hoodies in volumes of 5,000+ pieces per day are the clearest primary market for a dedicated heavy garment folding line. The combination of high volume, compressed seasonal delivery windows, and the quality consistency demands of major athletic brand supply chains makes automation the operationally sound choice at this scale.
Premium Fashion and Direct-to-Consumer Brands
DTC apparel brands selling premium hoodies and heavyweight outerwear through their own e-commerce channels have a specific presentation requirement that manual folding cannot reliably meet: every piece shipped to a customer must be folded identically. In DTC unboxing culture — where customers film their deliveries and post them publicly — a visibly imprecise fold on a $95 premium hoodie is a brand presentation failure with social media reach.
A thick knitwear packaging system configured for the brand’s specific polybag format and fold dimension produces every piece to the same specification, creating the consistent, premium unboxing experience the brand’s price point implies.
Corporate Uniform and Workwear Suppliers
Suppliers fulfilling large institutional uniform orders — corporate outerwear, industrial fleece workwear, branded zip-up jackets for event staff — typically deliver in bulk-packed cartons where consistent fold dimensions directly affect carton utilization. Inconsistent fold dimensions create irregular stack heights, leaving dead space in cartons that increases shipping cost per piece. An automated folding system configured to the carton’s optimal fold dimension maximizes packing density and reduces per-unit freight cost at scale.
Multi-Category Fulfillment Centers
Third-party fulfillment operations packing both lightweight basics and heavy sportswear for multiple brand clients benefit from single-line flexibility with the changeover efficiency of HMI-stored parameter profiles. Rather than dedicating separate lines to different garment categories, a single configurable line handles the full weight range with documented changeover procedures for each client’s garment specifications.
Integrating Heavy Garment Folding into a Full Packaging Line
The folding module is the mechanical core of the packaging line, but its value compounds when it operates as part of a continuous flow that eliminates manual handoffs at every subsequent step.
Downstream Stage 1 — Polybag Enclosure with Heavy-Garment Bag Sizing
Heavy garments require larger polybags than lightweight basics — both in the opening dimension (to accept the folded pack cleanly) and in the bag body depth (to accommodate the greater compressed thickness). Specifying the correct bag dimensions for the folded garment profile is part of the pre-installation configuration process. Bags that are marginally undersized for a heavy folded pack cause insertion resistance that slows line throughput; bags that are significantly oversized create excess material at the seal point that affects pack presentation.
Downstream Stage 2 — Inline Label Application
For heavy garment lines supplying branded retail channels, label content requirements are often more complex than for basics: size labels, care symbols, country of origin, hang tag barcodes, and sometimes retailer-specific compliance labels must all be applied before the pack is carton-ready. Inline label applicators running at 40–120 units per minute keep pace with folding throughput. Print-and-apply systems that generate labels on demand are particularly valuable for OEM supply operations producing multiple retailer accounts from the same production run, where label content varies by destination retailer.
Downstream Stage 3 — Carton Accumulation and Case Preparation
Sealed and labeled packs accumulate on the takeaway conveyor and are counted into carton quantities by photoelectric sensors. For heavy garment operations targeting minimal manual intervention, automatic carton erection feeds empty cases into the accumulation station; filled cases are sealed and labeled automatically before moving to the palletizing area. This end-to-end configuration reduces the back-end packing team requirement to one or two personnel responsible for monitoring and exception handling rather than physical packing work.
Total Cost of Ownership: What the Full Equipment Economics Look Like
Capital equipment purchasing decisions in garment manufacturing are sometimes evaluated on acquisition cost alone, which understates the true cost difference between alternatives. A complete total cost of ownership (TCO) model for a heavy garment folding line covers four categories:
1. Acquisition and Installation Equipment purchase price plus shipping, installation, commissioning, and initial operator training. For a fully automatic heavy garment folding line with integrated bagging and inline labeling, this figure varies significantly by configuration and market. Installation and commissioning typically add 8–15% to equipment cost.
2. Operating Consumables Polybags, seal film or adhesive tape, label stock, and any ink or ribbon if a print-and-apply labeler is included. Consumable cost per piece is largely determined by bag specification (size and material gauge) and label format. This cost is variable and scales directly with production volume.
3. Maintenance and Spare Parts Mechanical folding systems have relatively low maintenance requirements compared to more complex packaging machinery. Primary consumable maintenance items include fold arm bearing lubrication (interval varies by throughput intensity), heat seal element replacement (interval determined by seal temperature and volume), and conveyor belt inspection. Remote diagnostic capability on current-generation equipment reduces on-site service calls by enabling fault diagnosis and parameter adjustment without technician travel.
4. Monitoring Labor A fully automatic line requires one monitoring operator rather than the full folding team a manual station requires. For a line replacing four manual folding stations, the labor cost differential — three FTE positions redirected to other production tasks or released — is typically the single largest annual TCO component, compounding every year over the equipment’s service life.
Frequently Asked Questions About Heavy Garment Folding Automation
How Does the Machine Handle Garments with External Embellishments — Embroidery, Puff Print, Heat-Applied Graphics?
Embroidered logos, raised puff prints, and heat-applied silicone graphics create localized texture variations in the garment surface. The fold mechanism applies pressure along designated fold zones — typically the side seams and centerline — rather than uniformly across the entire garment face. For most standard embellishment placements (chest logos, sleeve stripes, back graphics), the fold zones do not intersect with the embellishment. For non-standard embellishment placement or high-relief decorations, a pre-purchase sample trial verifies that the fold arm travel path clears the decoration area without contact.
What Happens When Garment Specifications Change Significantly Between Seasons?
Seasonal collection changes — new silhouettes, modified garment lengths, different fabric weights — require updated fold configurations. Because garment parameters are stored as named profiles in the HMI, introducing a new seasonal specification involves running a configuration trial with the new garments, establishing the correct fold arm positions and pressure settings, and saving the result as a new named profile. Subsequent production of that style retrieves the saved profile. This means that once a style is characterized, recurring production of the same style requires no reconfiguration time.
Can the Same Line Handle Both a Hoodie Run and a T-Shirt Run in the Same Shift?
Yes, with a structured changeover between runs. The changeover involves recalling the saved HMI parameter set for the next garment type and making any required physical fold arm position adjustments. For transitions between significantly different garment categories — for example, from a lightweight T-shirt run to a heavyweight hoodie run — total changeover time runs 10–15 minutes. Production scheduling that batches similar garment configurations consecutively minimizes total changeover time consumed per shift.
What Maintenance Does an Operator Need to Perform Day-to-Day?
Daily maintenance on a heavy garment folding line is minimal: visual inspection of fold arm guides for fabric debris accumulation, check of the polybag supply and seal mechanism, and review of the fault log for any error codes from the previous shift. Weekly maintenance adds bearing lubrication points and conveyor belt tension checks. Detailed maintenance schedules are provided at commissioning and are typically accessible through the HMI for operator reference.
Is On-Site Commissioning and Operator Training Included?
Yes. Equipment delivery is followed by on-site installation, operational commissioning with the buyer’s actual production garments, and hands-on operator training covering both normal production operation and basic fault response procedures. Training is conducted with the buyer’s own team on their specific garment range so that the configured parameter profiles reflect real production conditions rather than generic specifications.
Post time: Jun-10-2026